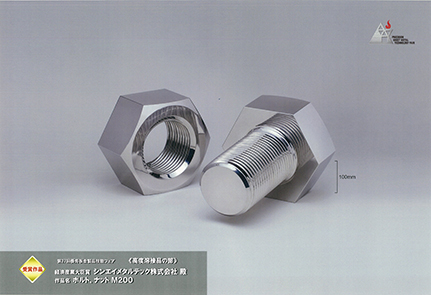
第27回優秀板金製品技能フェア優秀製品
ナット・ボルトM200 [経済産業大臣賞受賞]
製品のポイント
◆見た目は地味だが随所に板金、溶接の技術が盛り込んでねじ山精密に再現。
通常は鉄などを削って作るボルトとナットを、厚さ0.8ミリのステンレス板を縦方向と横方向の曲げ加工を施すうえで精密な技術を駆使しております。60度のねじ山を均等につくっていく部分やねじ山を立てた板を丸める部分などは特に工夫を凝らしました。
また、薄板では難しいとされる溶接の部分でも歪を出さないようにしながら、六角形のボルト頭部のつなぎ目が残らないように機密度を高める工夫を施しました。
これらの総合的板金技術・技能が高い評価を得たことは、我々の仕事に大きな自信となりました。
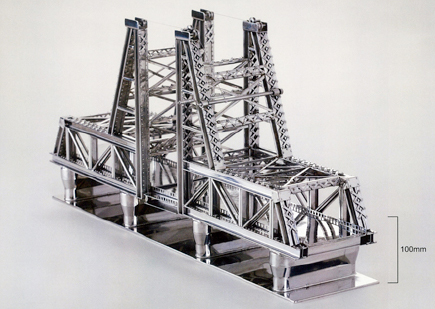
第25回優秀板金製品技能フェア優秀製品
昇開橋 [組立品の部・金賞]
製品メモ
| 寸法 |
約 600×200×300mm |
要求制度 |
|
加工時間 |
|
生産形態 |
|
材質 |
|
板厚 |
|
部品点数 |
|
製品のポイント
◆細密な作りや独創的な溶接技術
若手5人のチームが1年半前から構想し、仕事の合間を縫っていたの切断や曲げ、溶接などを進めました。
中でも、板同士を固定する溶接を工夫。リベット風にした直径約2ミリの溶接を数百ヵ所も施し、審査では「独創的な加工」と評価されました。
また、パソコンでの設計では、何度も実物を見て精密さを求め、現場が加工しやすいよう、構造にアレンジも加えました。
第20回優秀板金製品技能フェア優秀製品
スクリューコンベア
[中央職業能力開発協会会長賞 溶接を主体とする組立品の部・金賞]
製品メモ
| 寸法 |
350×280×750mm |
要求制度 |
±1mm |
加工時間 |
2100分 |
生産形態 |
試作品 |
材質 |
SUS304片研(♯400) |
板厚 |
1.5・2.0mm |
部品点数 |
10点 |
製品のポイント
◆曲げと溶接の一体化
パイプではなく曲げと溶接による成形加工
◆製品の企画と見せ方
加工技能・技術の焦点を絞ったアピール
チーム力による受賞
第18回の初出品・銅賞が社員のモチベーションアップにつながり、”目指せ!金賞”で取り組んできました。
前回までは名人がつくった中で、見栄えや形で出品製品を決めていましたが、今回は初めてプロジェクトチームを結成し、何を、どこを見せるかなど、ポイントを絞り、製品コンセプトを決めてから、製作に取りかかりました。
製品のアイデアは船山伸一郎管理部長が出し、そこからは30歳前後の若手社員が中心となり、話し合いを続け、各工程を分担しながら、仕上げました。
まず考えたのがスクリューコンベアを板金のみでつくるという点です。そして製品内面をいかに見せるかでした。
この際ポイントになったのが、内面の曲げ溶接、さらにスクリューとの結合部のクリアランスです。
スクリューを収める円筒はパイプではなく、曲げと溶接による成形です。ロール曲げとベンディングマシンによる一体曲げの後、バックシールド溶接により接合しています。
また製品上部の加工は深勾配曲げによる成形です。曲げ、溶接ともに当社随一の技能・技術を駆使したもので、高精度な製品ができました。
溶接を見せるポイントにしていたため、あえて仕上げなかったのですが、その部分を投票された方・審査委員にしっかりと見ていただき、評価されたと感じています。
継続が重要
今回曲げはベテラン社員、企画や展開、溶接などの他工程は若手社員が担当しました。
ベテランの技能と若手の発想力・思考力がうまく融合された結果であり、今後の技能伝承にも生かしたいと考えています。
目標は達成されましたが、大切なのは続けることです。1回限りではなく、続けて良い製品を生み出せるよう、取り組んでいきます。
すでに社員は次回の構想も持っているようで、受賞の自信が一層の意欲・技能向上につながっています。